
Services

Cold Smith integrates advanced refrigeration technologies and efficient construction methods to cater the best to the customers in cold chain solutions. Cold Smith design, customize, integrate technologies, manufacture components and constitute cold rooms We cater to a vast range of clients like Agro, Hospitality, Pharma, Dairy, Food processing, Food service, Food retail& Retail.
Farm to Plate Cooling Solution
Cold Smith offers products right from farm to plate in cooling solutions like harvest level pre coolers, Ripening chambers, CA chambers, Pack house, process refrigeration, cold ware houses, distribution and cold dispensing at retail. Our Customized cold rooms for special applications can be like High humidity cold rooms for fruit and vegetable storage, Low humidity cold rooms for seed and hygroscopic material storage, Humidification and automation systems and Unique design for generating low humidity environment using specially designed refrigeration systems.

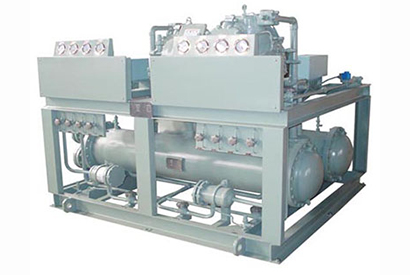
State-of-the-art refrigeration Manufacturers
We manufacture components in our own facilities to match with the customized design and requirements of our clients. We use Hermetic or semi-hermetic compressors of Air-cooled or water-cooled condensation systems with High efficiency evaporators equipped with auto defrost features and Hot gas defrost. The experience and technology makes us trump in the market.
Clean Rooms and Modular Constructions
Comprehensive clean room solution that adheres to the standards of statutory validating and certifying agencies like USFDA and EUGMP. It is best suited for pharmaceutical companies, food processing industries, precision engineering. segments, and electronic hardware manufacturers. Modular constructions can also used for domestic proposes.

In the Cold Chain solution verticals, Cold Smith offers products right from farm to plate in cooling solutions